溶射・溶接
SPRAYING
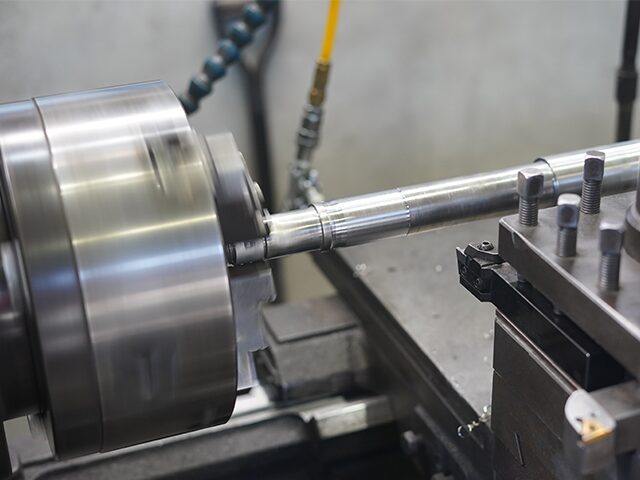
プラズマ溶射
プラズマ火炎の中心部に粉末を吹き付けると、その高温(約12,000~18,000℃)な環境において、粉末が瞬時に溶融し、高速で基材に衝突します。この過程により、溶融した粉末が基材に結合し、耐摩耗性や耐食性を向上させる皮膜が形成されます。重要な点は、この溶射過程において基材の温度が比較的低い範囲(約100~150℃)に収まっているため、歪みが殆ど生じないことです。
■ 作業工程
アンダーカット
ブラスト
プラズマ溶射粉体肉盛溶接
プラズマアークの中央部に粉末を吹き付け、それを溶融させつつ、トーチを動かして基材上に均一に材料を積み上げます。この過程において、基材との混合が最小限に抑えられ、溶融合金皮膜が形成される際にピンホールがほとんど生じない滑らかな表面が得られます。
〇〇〇〇〇〇〇〇〇〇〇〇
熱間溶射
■ ガスフレーム溶射
酸素とアセチレンガスの混合ガスを用いた燃焼炎(約2800℃)の中心部から、溶射粉末を高速で吹き付け、その粉末が瞬時に溶融して基材に迅速に衝突します。この過程により、粉末が基材に結合し、皮膜が形成されます。基材の温度は約100~150℃の範囲で制御され、そのため、ほとんど歪みが生じずに溶射皮膜を形成することが可能です。
気孔率 4~7% 封孔材 - 要(耐蝕)
■ 自溶性合金溶射・ガス溶接
ガスフレーム溶射機で生成された自己溶解合金皮膜を、1000~1050℃の高温で加熱溶融させると、非常に強く密着し、精密な構造を持った皮膜が形成されます。
鋳造用連続撹拌羽根
■ 鋳造用連続撹拌羽根(当社製造・直販製品)
鋳造用連続ミキサーの撹拌羽根に超硬合金の溶射で肉盛をする事により従来品の約3倍の寿命を可能にしました。取付け、調整も約3回に1回となりますので連続使用される工場では大幅なコスト削減となります。
※OH25とOH35の旧型と新型について旧型・・・先端部、側面部、平面部に溶射してあります新型・・・平面部のみ溶射してあります。
高速フレーム溶射
超音速溶射を利用することで、極めて密着性が高く、細密な構造を持つ皮膜が得られると同時に、カーバイト系の材料では炭素質が損なわれないため、非常に高い硬度の皮膜が形成されます。この過程において、基材温度は約100℃~200℃の範囲に制御されているため、歪みがほとんど生じずに溶射皮膜を形成することが可能です。
超硬溶接
超硬溶接研磨加工後
TIG溶接
軟鋼、ステンレス、特殊鋼などの基材に合金金属を溶接肉盛する時、使用します。当社では材質に合った温度コントロールは最良の溶接条件となります。